Moulded Fibreglass Grating Manufacturing Process
Liquid resin and continuous fibreglass rovings are systematically laid in a mould, layer after layer manually, to produce the desired thickness and panel dimensions. The finished moulds are set aside for a predetermined time to allow the panel to cure. The panel is then ejected from the mould. The moulds are cleaned and prepared for the process to begin again.
The one piece interwoven mesh construction of moulded fibreglass grating produces a product with optimal corrosion resistance and bi-directional strength. Since the fibreglass grating is "cast" in one piece, there is no mechanical joint between bearing bars, unlike pultruded grating where the glued joints can give way in heavy continuous traffic or after prolonged service.
The high percentage of resin (65%) in moulded fibreglass grating offers superior corrosion resistance and optimal impact resistance. Moulded fibreglass gratings with a square mesh pattern offer increased load capacity and panel utilization due to its bi-directional trait.
Numerous cut-outs for piping, valve access, and column penetrations can be made without the need for additional structural framing. Being of one-piece construction, the fibreglass grating performs as a plate, distributing loads throughout the fibreglass grating section and around cut-outs. Cutting access holes in the moulded fibreglass grating does not weaken the panel and does not generally require additional or costly supports (unlike pultruded fibreglass grating that will require additional supports at cut outs).
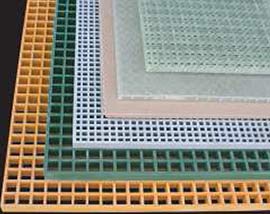 GRP Grating can be manufactured to suit many applications
GRP Grating can be manufactured to suit many applications GRP Grating is a great alternative to traditional steel grating
GRP Grating is a great alternative to traditional steel grating